

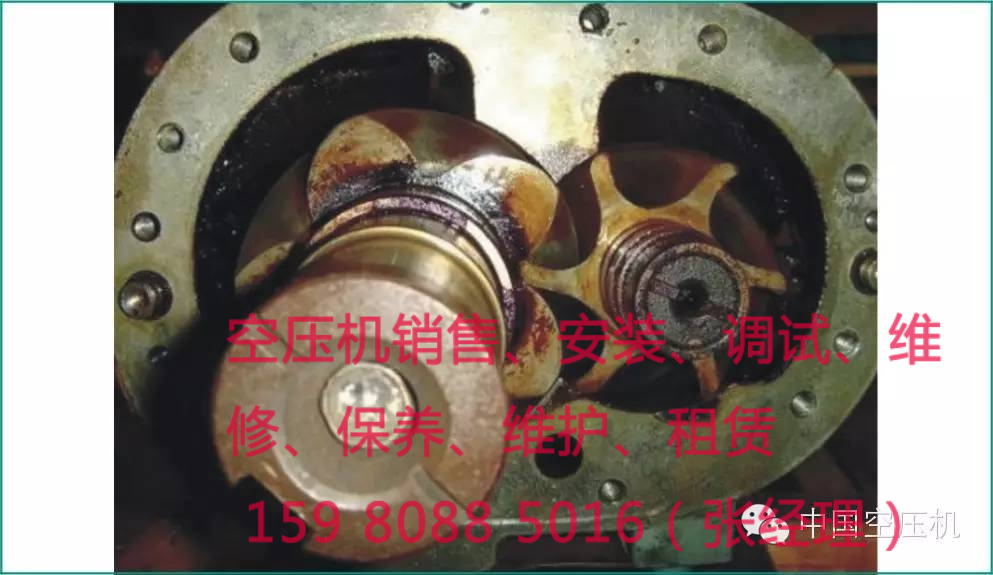
廈門銀龍信空壓機械有限公司空壓機工程師在對廈門空壓機用戶走訪過程中收到了非質量原因導致的一起壓縮機主機“卡死”案例:廈門某食品加工企業(yè)所用某品牌螺桿空壓機機頭抱死,導致設備無法正常運行,確定為機頭螺桿卡死,經檢查發(fā)現,導致卡死的主要原是內部軸承支撐架開裂。
銀龍信公司空壓機工程師介紹空壓機故障最嚴重的后果就是出現主機的突然“抱死”。一旦出現這樣的情況,如果電器保護系統反應不及時或保護失效,可能給主電機和電器系統帶來嚴重的損害。對于主機“抱死”的處理,一方面大修的維修費用會比正常大修要昂貴許多,另一方面由于主機元件會有損傷,因此修復后主機的綜合性能也會較正常大修的主機要差一些。如果主機損傷嚴重程度已經到了不具修復價值或根本無法修復的,則只能報廢掉更換新主機,損失更最大。新購主機的費用通常是購買整臺壓縮機組費用的三分之一左右,遠遠高于正常情況下的主機大修費用,而正常情況下大修合格主機的綜合技術性能和新主機卻非常相近!
我們應該明白,就算是質量再好的空壓機主機,長時間使用或者使用時操作不當都會有一定幾率造成壓縮機機頭出現卡死的現象。機頭卡死固然和壓縮機本身質量有關,但并不是全部,其他客觀因素的影響也不容忽視,所以,為了節(jié)省企業(yè)的支出,要對除空壓機本身之外引起機頭抱死/卡死的其他原因進行分析和處理。找到原因,然后再對癥下藥,才能更好的保護空壓機。
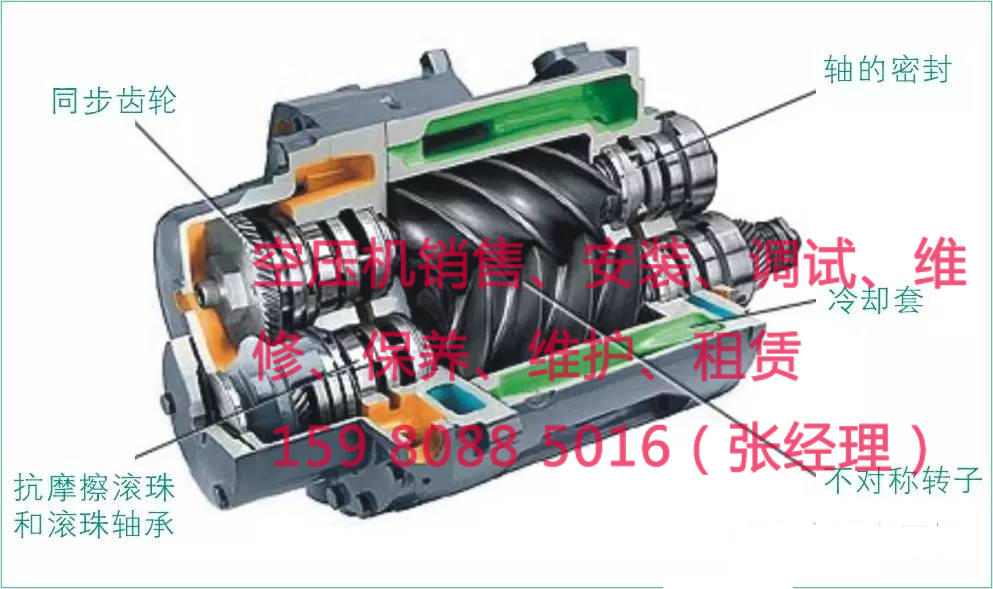
螺桿空壓機主機是機組中最重要的部件,主要由機體組件、一對相互嚙合的陽、陰轉子、軸承、軸封等組成。由于空壓機機頭是機組中最重要的部件,機體內裝置的均為精度極高的運動構件,因此在運轉中,不允許固體雜物進入機體內,以免發(fā)生故障,影響使用。主機是機組的核心,為保持其功能,除保證應具備的運動間隙外,還要保證工作環(huán)境工況適宜,供油潤滑系統正常,保證適宜的噴油量。
螺桿式空壓機主機正常運行時,螺桿與螺桿之間、螺桿與主機殼體及高低壓端面之間都是不接觸的,主要由以下三個方面的條件來保證:
1、螺桿、主機殼體和高低壓端的加工都是高精度。該精度保證了主機裝配后,螺桿與螺桿之間、螺桿與主機殼體之間有適當間隙,該間隙大小已經充分考慮到了主機高溫運行時螺桿及殼體會發(fā)生形變的問題;
2、螺桿與高低壓端面的間隙大小是根據技術要求在進行螺桿裝配時保證的。主機運行時螺桿沒有軸向竄動,而螺桿的徑向允許位移則是由高精度的軸承來保證的;
3、主機正常運行時潤滑油形成的油膜使螺桿與螺桿之間不直接接觸。
綜上,我們可以知道,造成廈門空壓機主機卡死的內外部原因可能有:
1、機頭排氣端間隙不良。用戶使用一兩個重負荷工作日,發(fā)生卡死情況后,故障在拆檢時通過測量間隙值應很容易判定。
2、機頭進氣端間隙不良卡死。由于機頭進氣端的間隙是由機頭生產廠確定,而進氣間隙與排氣間隙相比要大許多,所以出現進氣端卡死幾率較小。對大多數機型而言,在進氣口用肉眼即能看到進氣端是否有燒結現象。此故障產生的原因大多是由于油的原因使排氣端定位軸承磨損過大,轉子向進氣端軸向位移造成進氣端間隙過小。也可能由于排氣端定位螺母松動而產生轉子向進氣端軸向位移,造成進氣端間隙過小甚至金屬直接刮碰(一般常見于自行修理的機頭,定位螺母鎖緊力矩不當或螺紋密封膠型號不對)。
3、反轉卡死。由于絕大多數螺桿機均是單向定位,正常工作時,圓錐推力軸承承受了壓縮空氣向進氣端推動轉子的作用力并保證了排氣間隙。當反轉時,壓縮空氣產生的推力會將轉子推向排氣端,造成金屬接觸燒結而卡死。雖然大多數機頭均設計有反向浮動定位的碟形簧等以平衡此推力,但僅允許短時間空載反轉,以確定正確旋轉方向。整機廠均設計有防止反轉的相應保護,所以一般只有在保護失靈,或更換電機接線、更換開關等時發(fā)生。
4、潤滑油原因
a.長期停用(包括運輸),空壓機配件機頭內部油量不足,造成瞬間缺油,導致卡死,所以長期停機的設備要先往機頭內加足量的油,再啟動設備;
b.運行的機器供油不足,包括潤滑油更換或添加不及時,或油路堵塞、泄露,導致機頭缺油卡死;
c.油位過低導致螺桿轉子兩端的軸承在運行過程中失去潤滑,造成軸承嚴重磨損使陰陽螺桿發(fā)生摩擦卡(抱)死。
d.潤滑油中雜質太多。可能是使用者未及時換油,油質不好,混用油或油太臟等原因造成機頭冷卻不良,油積碳使轉子與機殼燒結在一起,多發(fā)生在轉子排氣端面與機殼或轉子軸外圓與機殼內孔部位。所以選潤滑油、更換潤滑油比較關鍵,使用劣質潤滑油或超期使用時更容易發(fā)生此類事故。
5、空壓機軸承老化磨損嚴重
檢測軸承磨損程度可以在軸承沒拆下時,撥動軸承內下側滾針或滾珠,如能輕松撥動說明需要更換了。隨著壓縮機運行時間的推移,壓縮機機頭大修軸承必然會產生磨損,從而導致螺桿產生軸向竄動值及徑向竄動值增大,該變化會讓螺桿與螺桿之間、螺桿與主機殼體及前后端面之間的間隙發(fā)生變化。
該間隙變化在軸承壽命期限內是正常的、允許的,而由此產生的壓縮機產氣量衰減及傳動電機負荷增加也是正常的、允許的。但是,當螺桿壓縮機配件軸承磨損及主機配合間隙超過允許的極限量后,就可能發(fā)生嚴重后果。
6、異物進入卡死。多見于維護時不注意,異物從進氣口吸入,造成卡死。個別的也有油濾損壞,較大雜質顆粒從噴油口進入卡死,對于較大的帶齒輪的機頭,也有齒輪損壞而脫落的齒渣經回油口吸入吸氣腔造成轉子卡死。在維修此類機頭時一般在回油口加一銅網,以避免齒輪損壞時故障擴大。
例如,2018年9月,工程師對廈門海滄企業(yè)進行空壓機例行檢查、保養(yǎng)、打掃衛(wèi)生時發(fā)現90kW的螺桿空壓機停機,嘗試啟動,空壓機不能啟動。找到值班電工對電氣系統進行檢查,檢查后發(fā)現電機及電器線路正常,但仍然無法啟動,初步懷疑是PLC出現故障。后經檢查空壓機電氣系統及PLC均正常,嘗試啟動時電流高達800-900A,判斷為空壓機機頭故障。將電機與壓縮機機頭分離后,人工不能盤動螺桿壓縮機轉子。初步判斷機頭軸承散架卡死導致轉子不能轉動,但打開機頭軸承蓋檢查,軸承完好沒有散架,發(fā)現機頭不能轉動的原因為殼體中陰陽轉子卡死。
機頭發(fā)到空壓機生產廠,經廠家拆卸后檢查,發(fā)現造成空壓機機頭卡死無法拆卸的原因是一根M12螺栓掉落進去卡死。經空壓機廠家維修技術人員分析,造成螺栓掉落進去的原因是維修時遺留在空壓機上的螺栓,在壓縮機振動和進氣閥口空氣吸引力的作用下,隨空氣吸入機頭內部,最終造成機頭卡死。
7、齒輪卡死。由于帶齒輪的機頭其齒輪靠專門的噴油孔噴油潤滑冷卻,所以當油質不好時,很容易造成噴油孔積炭、堵死,從而使齒輪卡死。
廈門空壓機工程師提醒當空壓機機頭出現卡死的故障時,首先要將電動機與空壓機機頭脫開,檢查單獨轉動機頭以確認是否已卡死,此故障為嚴重故障,建議用戶不要自行拆卸,可及時與經銷商、廠家聯系以確定修理方案。定期進行空壓機的保養(yǎng)為檢修,有助于延長空壓機的使用壽命,空壓機的保養(yǎng)維護也是一項重要的開支,所以要請專業(yè)的空壓機操作人員進行。
空壓機機頭卡死主要的解決方法有:(1)化學物品清洗后拆檢;(2)手動拆檢;(3)液壓法拆檢;(4)電解法拆檢。
正常的空壓機維保工作既是設備正常運轉的基本要求,也是企業(yè)控制設備維護成本、避免不必要的資金損失和保障企業(yè)正常生產的基本要求。因此,對空壓機按時、按標準進行維保,并且對機器運行狀態(tài)進行檢測不僅是必要的,而且也是必須的!
廈門銀龍信空壓機械有限公司廈門空壓機服務商,專業(yè)、高效的工程師隊伍,為您的空壓機保駕護航。